Part 5: The Manufacturing of Conventional and Digital Earmolds
The last in a series of articles on one of the most critical—and problematic—parts of the hearing instrument fitting process.
A hearing aid shell is made in several steps. Although certain differences exist between manufacturers, the same steps are followed regardless of the style of the custom product.
How Manufacturers Make Conventional Earshells
When earshells are made, the oto-block is removed from the impression and the lateral process is cut to make a base. Silicone material is poured over the impression to make a cast called the control mold, which is a record of the ear impression made prior to any modification. The impression is then cut down to an appropriate size for the model ordered. It is also tapered and detailed so that the finished shell can be easily inserted into the client’s ear.
The model, hearing loss, and the impression size and shape determine how much trimming and tapering are done. The trimmed impression is dipped into hot wax or lacquered. The number of times it is dipped and the temperature of the wax determine the thickness of the coating. In general, the severity of the hearing loss or the clinician’s request for shell tightness will determine the extent to which the impression is built-up.1
|

To minimize hearing aid returns due to fit problems, manufacturers monitor the volume of remakes and adjust the thickness of wax coating accordingly. Remakes are usually kept to a minimum with impression coating approximately at 0.3 mm thick. This means that the resulting shell is 0.6 mm tighter than the impression.
The waxed impression is invested in hydrocolloid (gel) which solidifies at room temperature forming an accurate cast for the shell. Liquid light-sensitive acrylic is poured into the hydrocolloid cast. The cast filled with the acrylic and covered with a cap is exposed for several seconds to ultra violet (UV) light to polymerize the core of the shell. The length of the time the cast is exposed to the light determines the shell thickness. The longer the time, the thicker the shell.
The cap is removed and the cast is turned over to allow the excess liquid (uncured UV acrylic) to drain out. This creates a hollow shell that is a replica of the trimmed impression. After draining, the shell is cured under UV light to harden and make it hypoallergenic. The cured shell has excess acrylic on its lateral end from the dripping out of the gel cast. This end is flattened on a sanding wheel and the final profile of the shell required for the hearing aid is determined.
Finally, two holes are drilled in the shell at the canal end: one for the receiver, the other for a vent. To form a vent, a coated wire is inserted into the vent hole and positioned inside the shell at the target location. The diameter of the wire (and the resulting vent) is determined by the hearing loss, available space, and the clinician’s request. Liquid acrylic is poured over the wire and cured to make the vent channel. Once the curing is complete, the wire is removed and the shell is ready for electronics assembly.
How Manufacturers Make Conventional Earmolds
Impressions for manufacturing earmolds are prepared in the same fashion as for shells. The impression is trimmed, coated, and invested.
There are two kinds of investing techniques used in earmold manufacturing. For earmolds made from thermoplastics, such as vinyl and polyethylene, the cast is made from a hard plaster so that it will withstand the pressure and temperature at which the molten plastic is injected into the cast. For other earmold materials, both hard and soft, the cast is made from the same gel as for shells. To obtain a solid earmold, the cast is not turned over and the material is allowed to cure undisturbed.
When the casting is completed the earmold is shaped with cutters and burrs. Finally, the earmold is buffed and shined, the sound bore and vent are drilled, and the earmold tube is installed. The tube is installed at an angle approximately 15° to 20° degrees forward from the tragus line on the earmold. If the angle is incorrect, the tube will not meet with the earhook at the proper angle and in-office re-tubing will be necessary.
Digital Earshell and Earmold Manufacturing
The Computer Aided Design and Manufacturing (CAD/CAM) method of shell manufacturing includes three stages: impression scanning, virtual modeling, and shell printing. The three stages are linked to a computer server that integrates the data from each stage to create the final hearing aid shell. Data collected at each stage remain independent of the other stages. Any necessary changes may be made at any stage without affecting the integrity of the data stored during previous stages.2

Scanning. During scanning, the ear impression is photographed by several digital cameras. As the laser beam scans across the impression, a “point cloud” (or a “wire-frame”) of the impression is generated (Figure 1). The computer interpolates the data and creates a virtual model of the impression.2 Impression scanning can be performed at the earmold lab or in the clinician’s office. Scanning of one impression takes 2 to 10 minutes.
Modeling. Modeling is the process where the technician (or modeler) modifies the virtual impression with 3D modeling software and creates a virtual hearing aid shell. An accurate ear impression is necessary to create a properly fitting earshell.
There are a number of operations that the modeler performs with the virtual impression to create the virtual shell. Parts of the virtual impression that are not necessary for the shell are removed. In a procedure called “Surface Offset,” the entire impression, or parts of it, can be enlarged. This is similar to waxing with the conventional approach. The amount of the material added or removed is shown in colors to visualize the changing tightness of the shell.
Afterwards, the technician experiments with the size of the shell and different placements of the virtual components (to include IC chip, receiver, microphone, faceplate, vent, receiver tubing, wax guard, etc) into the virtual shell until the best possible placement is achieved. Most of these operations are aided by the software to make the modeling process easier and time effective.
The image of the virtual impression is used throughout the modeling as a virtual control mold. This allows the modeler to see the extent of the modifications performed and the anticipated fit of the finished hearing aid in the patient’s ear.
The main advantage of virtual modeling is that the modeler can try out different modifications or layouts of the electronics before settling on the final plan. That is, all changes are reversible until the modeler approves their design. In addition, all changes—including the exact amount of material added or removed from the virtual impression—are recorded in the computer for later retrieval and analysis. Virtual modeling of one hearing aid shell takes approximately 5 to 10 minutes. Figure 2 shows a pair of virtually modeled CIC hearing aids.

|

|
Virtual modeling of an earmold is faster and takes only 3 to 4 minutes. After selecting the earmold style, sound bore, and vent options, the software proposes an earmold configuration that can be accepted or altered by the modeler. Figure 3 shows the initial stage in earmold modeling and the finished modeling where the earmold is fitted in the virtual control mold just before the modeling file was saved and sent for printing.
Printing. Printing is the term used for the actual production of the shell or earmold. There are two technologies available for printing. It is Selected Laser Sintering (SLS) or Stereo Lithographic Apparatuses (SLA). Some consider the SLA technology (3D System™) superior to SLS, because it allows for manufacturing thinner and smoother shells in a variety of colors. There is also some evidence that SLA may provide more available gain before feedback.3
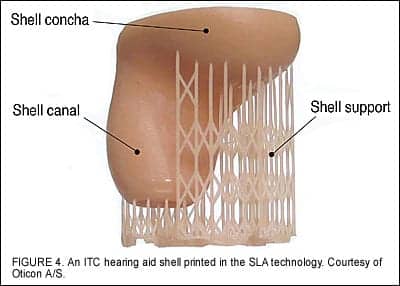
During the printing process, the SLA printer uses a laser to harden the photosensitive resin into shells that have been modeled during the modeling stage. The shells are printed in a pool of liquid UV sensitive acrylic along with the receiver bore and vent, and along with the support frame (Figure 4). Thin layers of the acrylic (1/10 mm thickness) are hardened to form the shell.2 For example, an ITC shell that is 20 mm in total length will require 200 layers. It takes approximately 4-8 hours to complete the printing depending on the number and style of shells being made. After printing, the shell is semi-rigid and requires a final cure under UV light. This process is carried out after the support frame is removed and the vent and receiver bore is cleaned from the remaining uncured liquid acrylic with a vacuum.
From Good to Better
When virtual hearing aid modeling became reality in 2001, it was considered that the art of earshell and earmold manual crafting would disappear and become a science where a computer will fashion the earpiece from the impression without any distortion or error. In fact, the first digital shells were made as exact replicas of impressions. This was supposed to ensure the best possible fit. This approach was a significant change from the traditional shell process where impressions were trimmed and then coated with wax. With the advent of highly accurate digital scanning and virtual modeling, the traditional manual process was regarded as inferior, leading to shell shape deformation and poor fitting exactitude. The laser shell was supposed to be a “perfect fit” on the first try.
The initial field reaction to hearing aids with laser shells was mixed.4 Fitting problems were common. Remakes due to acoustic feedback, discomfort, and retention problems were higher, not lower. By 2004, the modeling concept had been revised and the situation improved significantly.
The fact is that the early period of manufacturing digital shells produced data that surprised many. It turned out that modeling hearing aid shells as exact replicas of the impressions was not the best approach. Skillful material removal and surface offsetting in digital modeling—which are the equivalents of impression tapering and coating in the manual process—proved necessary to make earshells easy to insert, sealed adequately, and fit comfortably.
The modelers made an interesting observation: The number of binaurally designed hearing aids was not reflected by the number of binaural remakes. While binaural orders were common for new aids, remakes were typically monaural, a pattern well known in conventional manufacturing. Certainly, this was not because binaural aids fit better. It was because a remake was usually required only for one aid in the pair. Detailed analysis of the modeling files found that this imbalance was not a modeler’s fault or mistake. The pairs of CIC shells shown in Figure 2 were modeled with identical parameters, which apparently were good for one ear but not the other. When fitted in the patient’s ears, the left CIC fed back with the patient’s slightest mouth movement, whereas the right did not. Obviously, the left ear canal widened with TMJ movements, something that was not captured in the impression.
In an effort to reduce remakes, the modelers experimented with a feature in the modeling software called “surface offset,” which is the equivalent of impression waxing in the old process. If there were too many remakes due to a loose fit, they increased surface offset. If too many tight fittings were reported, surface offset was decreased. A notable reduction in remakes occurred with surface offset around 0.3 mm, which is an interesting parallel to the conventional shell-making process.3
Obviously, in this “one size fits all” approach in applying the same surface offset to all impressions, a number of shells will be tight for patients with firm ear canals and some shells will be loose for patients with soft canals.
Because clinicians cannot effectively assist the modelers with advice on how soft/firm and dynamic ear canals of their patients are, the best approach to make comfortable and adequately sealed earshells and earmolds for the majority of patients is to take open-mouth higher-viscosity impressions. These impressions, while still receiving surface offset, will make the most comfortable hearing aids and earmolds. This is because ear impressions—even open-mouth high-viscosity impressions—do not stretch the canal cartilage to the limit. The cartilage still can be expanded and accommodate a shell that is 5%-10% tighter than the impression without any sensation of discomfort.
The reduction in remakes that we enjoy today with the digital modeling did not happen overnight. For some manufacturers it took a year, for others two years or more, to learn how to balance impression canal tip tapering, surface offset, and develop proper shell post-processing techniques. This experience showed that the new technology is not a magic cure for fitting problems; it is merely a tool that must be skillfully and knowledgeably employed to manufacture earshells and earmolds with a satisfactory fit.
In the future, clinicians will obtain an image of a patient’s ear by scanning the ear canal directly with a digital device. Many envision a pen-shaped laser scanner that can be inserted into the ear to capture the shape of the ear canal and concha.
From the clinician’s vantage, laser ear scanning is an attractive option. Hearing instrument manufactures may not be as happy with the results. The concern is that laser scanning will be incapable of showing the softness of the underlying ear tissue. This means that the virtual image of the ear will be inferior compared to an impression taken with a silicone that stretches the ear. This opens the possibility that hearing aid shells and earmolds built from laser scanned ears will require more, not less, remakes—unless a device capturing the ear image under controlled pressure is developed.
Direct scanning of the ear is still quite far from field trials and even further from daily use because human ears are too small for laser scanners using technology that exists today.
eTONA
The ways of doing business—mailing impressions and paper order forms, faxing additional information, or calling with orders and/or concerns via telephone—will be replaced by the electronic Transfer of NOAH actions (eTONA).5 eTONA features have been integrated into NOAH 3 and enable clinicians to transmit orders electronically, receive electronic updates as to the status of their orders, and assist in many facets of dispensing. Although calls related to fitting advice or fine tuning are best handled by a live person, many routine tasks can be completed more efficiently if they are handled automatically via eTONA.
To prepare a new hearing aid order, eTONA software modules automatically collect the patient’s name and other applicable demographic data from the NOAH database. The order software module gathers the appropriate audiogram information and plots the necessary data directly on the manufacturer’s electronic order form. The automatic configuration of the hearing instrument order will also be greatly simplified, as the order software module guides the user through all the available products and possible product options—without having to worry about invalid choices, incompatibility issues, etc. Electronic order modules will reveal options and accessories that are compatible with choices made earlier in the order process. For example, if the style chosen is CIC, the option for telecoil and Direct Audio Input (DAI) will be hidden. If the clinician selects a BTE, both of these would be revealed.
The eTONA transaction browser provides a quick and easy way to review the status of orders, repairs, and returns. Depending on how the preferences are set, eTONA will automatically check for status updates several times a day. This means that at virtually any time of the business day, the clinician will know the current status of all orders, repairs, and returns for all patients and for all manufacturers simply by looking at one computer screen. A good way to use this tool is to check for status updates in the morning and just before closing the office at night. This will allow for early identification of issues that may delay orders, providing enough time to contact patients and reschedule appointments. This will help with more efficiently scheduling patients and staff.
In 2005, the promise of affordable impression scanning in the dispensing office became a reality when several hearing aid manufacturers introduced impression scanners with plug-and-play functionality. eTONA was designed with these innovations in mind. It has been developed to handle ear impression scans as attachments to the product orders. Upon taking an impression from patient’s ear the traditional way, the clinician scans the impression and then views the 3D scan onscreen to verify it from any position or angle. If satisfied, the clinician then emails the file, along with the order form and the patient audiometric data, to the earmold lab.
At the lab, the modeler uploads the impression digital scan into the modeling computer and retrieves the audio data. The selection of the hearing aid acoustic parameters, shell modeling, and printing follow, and an assembly technician builds the shell with a faceplate and electronics using the images from the virtual modeling as guidelines. In cases where consultation with the clinician is necessary, the virtual images of the hearing aid will be shared and discussed online.
This rapid manufacturing will allow finishing and sending the hearing aid back to the dispensing office often on the second or third day after the patient was seen for impression. As the technology matures, the process of hearing aid manufacturing will become more convenient and efficient, especially for our patients.
References
1. Killion M. Earmold acoustics. Seminars In Hearing. 2003;24(4): 299-312.
2. 3Shape Web site. 3Shape A/S: Copenhagen, Denmark. Available at: http://3shape.com; Accessed August 22, 2006.
3. Cortez R, Dinulescu N, Skafte K, Olson B, Keenan D, Kuk F. Changing with the times: Applying digital technology to hearing aid shell manufacturing. The Hearing Review. 2006;11(3):30-38.
4. Pirzanski C, Berge B. Earmold acoustics and technology. AuD course at: PCO School of Audiology, Philadelphia; 2000-2005.
5. Ingrao B. E-Business: Connecting hearing care professionals and their suppliers. The Hearing Review. 2005;12(9):18-22.
Parts 1-4 of this series are available in the Archives section of www.hearingreview.com (April, May, June, and August 2006 editions). Correspondence can be addressed to HR or Chester Pirzanski, Oticon Canada, 500 Trillium Dr, Unit 15, Kitchener, ON N2R 1A7; e-mail: [email protected].
Digital Earmolds on HR Online
HR selected “e-Business and e-Impressions” as one of the Top-20 things to watch for in the article “Twenty Trends Influencing the Hearing Health Care Field” (December 2005 HR). Why? Because digital earshell/mold manufacturing has bigger implications than just the manufacture and fit of the hearing aid. William Lesiecki explains how this technology will fundamentally change the relationship between manufacturers and dispensing professionals in his article, “Does the In-Office Electronic Scanning of Impressions Really Change Everything?” (January 2006 HR).
Will this new technology put an end to returns related to acoustic feedback and other shell-related problems? Not in its present form, says Pirzanski and Berge in their article, “Is the End Near for Acoustic Feedback?” (April 2004 HR). The fact is that good-fitting earmold/shells still rely on proper impression-taking techniques, and the success of the impression may also be highly dependent on both the technique in which the impression is rendered and the patient’s dynamic ear canal. For a discussion of the latter, see Oliveira et al’s article, “The Dynamic Ear Canal and Its Implications” (February 2005 HR).
Additionally, an in-depth tutorial on the SLA and SLS digital earmold manufacturing methods—and practical tips for modifying and working with CAD/CAM shells—is presented by Cortez et al in the article “Changing with the Times: Applying Digital Technology to Hearing Aid Shell Manufacturing” (March 2004 HR).